管道肘部和弯曲是非常重要的管件,其非常经常用于在管道系统中改变方向。管道弯头和管道弯曲不一样,即使有时这些两个术语也可以互换使用。
管道弯头和管弯是非常常见的管件产品,用于在管道系统中改变流动方向。它们是可互换的,但不相同。
管道弯曲只是管道中的通用术语,用于“偏移” - 管道方向的变化。它表示存在“弯曲”即,即管道的方向的变化(通常为某些具体原因) - 但它缺乏对方向和程度的特定,工程定义。通常通过在现场使用弯曲机(热弯曲和冷弯曲)并适合特定需求来制造弯曲。弯曲的使用是经济的,因为它减少了昂贵的配件的数量。
另一方面,管道弯头是预先制造的阀芯件(基于ASME B 16.9)并设计成拧紧,法兰,或焊接到管道上的具体标准的工程弯曲的特定标准的工程弯曲的特定标准的工程弯曲物。肘部可以是45度或90度。还可以有自定义设计的肘部,但大多数分为“短半径”或长半径“。
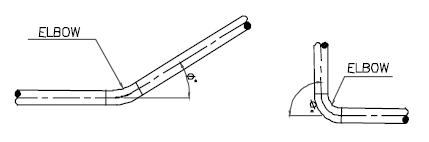
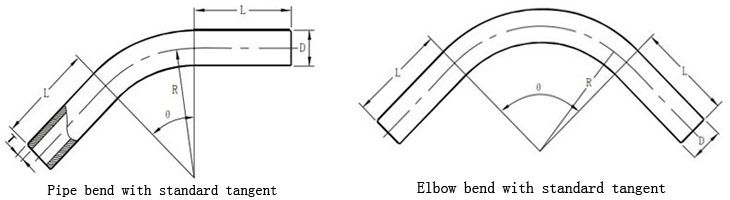
一个典型的管道肘部,肘部角度
在各种半径上有肘部或弯曲,以便在管道标称尺寸以英寸表示的方向上表达的方向平滑。肘部或弯曲有三个半径,a。长半径弯头(RADIUS = 1.5D):最常见的是需要将摩擦流体压力损失降至最低的情况下,有足够的空间和体积,以允许更宽的转弯并产生较少的压降。湾长半径弯头(半径> 1.5d):有时用于运输高粘性流体的特定应用,喜欢半径的浆料,低聚合物等,通常使用大于1.5d管弯曲,并且这些管弯曲可以对任何半径进行。然而,3D和5D管弯是最常用的B.短半径弯头(RADIUS = 1.0D):仅在空间不允许使用长半径弯头的位置,并且需要降低肘部的成本。在夹套管道中,短半径弯头用于芯管。这里D是英寸的管道尺寸为英寸。有三个主要参数决定了肘部的半径选择。 Space availability, cost and pressure drop. Pipe bends are preferred where pressure drop is of major consideration. The use of short radius elbows should be avoided as far as possible due to abrupt change in a direction causing the high-pressure drop.
是否使用弯头或弯管必须满足代码的最小厚度要求。代码ASME B 31.3提供了一种用于在给定的内部设计压力(P)的成品形式中所需的最小厚度(T)的等式,如下所示:
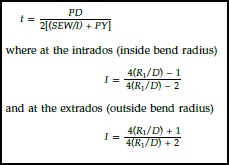
最小弯头厚度计算的代码方程
这里,
R1 =焊接弯头或管道弯曲半径
D =管道的外径
W =焊接接合强度减小因子
y =从代码表304.1.1的系数
S =最大温度下表A-1的材料的应力值
e =表A-1A或A-1B的质量因数添加了任何腐蚀,侵蚀,机械余量,该计算值以获得所需的厚度。
用于将弯头/弯曲连接到管道,可提供以下类型的结束连接
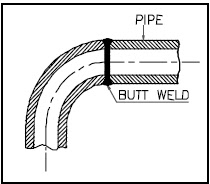
管道连接到对接焊接弯头,如图2所示。通过具有对焊接接头进行图4。
配件焊接配件配有适合焊接到管道的斜面端。在订购时指示连接的管道厚度/时间表非常重要。对接焊接的所有边缘准备应符合ASME B16.25。
对接焊接弯头的尺寸根据ASME B16.9。该标准适用于NPS 1/2“至48”的碳钢和合金钢对接焊接配件。
不锈钢对接配件的尺寸根据MSS-SP-43。配件的物理尺寸在ASME B16.9和MSS-SP-43下相同。暗示ASME B16.9的范围主要与碳和低合金钢管道共同的壁厚处理,而MSS-SP-43专门涉及不锈钢管道中的附表5S和10S。
短半径弯头的尺寸在碳钢和低合金钢和用于不锈钢的MSS-SP-59的情况下,根据ASME B16.28。
对接焊接配件通常用于2英寸及更高版本的尺寸。然而,对于在禁止使用插座焊接接头的临界线上的较小尺寸高达1-1 / 2“,通常使用管弯。这些弯曲通常是5D半径,并通过冷弯管在该部位进行。或者,可以使用对接焊接弯头代替管弯曲,但通常较小的直接线是路线的场,并且在项目的初始阶段不可能具有用于采购目的的要求。所以管弯是优选的。然而,管弯确实占据了更多空间,特别是在药物植物中,其中一部分管道是小的DIA。并且布局拥挤,对接焊接弯头是优选的。
对接接头可以是射线照相的,因此优先于所有关键服务。
适用于对接焊接配件的材料标准如下:
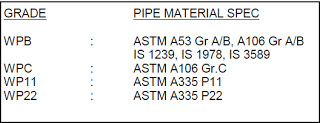
本规范涵盖了无缝和焊接结构的锻造碳钢和合金钢配件。除非订单规定无缝或焊接结构,否则可以在供应商的选项中提供。所有焊接施工配件都根据本标准提供100%射线照相。根据ASTM A234,根据化学成分,可以使用几种等级。选择将取决于连接到这些配件的管材。下面列出了本规范和相应的连接管材料规格下的一些等级:
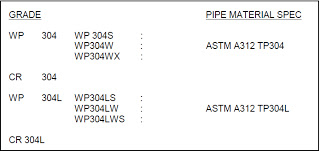
本规范涵盖了无缝和焊接结构的锻造奥氏体不锈钢配件的两种通用类别,WP&CR。WP级配件是由ASME B16.9和ASME B16.28的要求制造的,并被细分为三个子类,如下所示:
CR类CR配件是由MSS-SP-43的要求制造,不需要非破坏性检查。根据ASTM A403,取决于化学成分,可获得几种等级。选择将取决于连接到这些配件的管材。下面列出了本规范和相应的连接管材料规格下的一些等级:
该规格涵盖锻炼碳钢和合金钢配件,用于在低温下使用的无缝和焊接结构。根据化学成分,它涵盖四个等级WPL6,WPL9,WPL3和WPL8。配件WPL6在TEMP - 50℃,WPL9,WPL3在-100°C,WPL8处的WPL9和WPL8的温度下进行冲击。
配件的允许压力额定值可以根据ASME B31.3的适用部分中建立的规则计算为直无缝管。
管壁厚度和材料型应具有所订购的配件,配件上的身份代替压力等级标记。
“所有弯曲都是肘部,但所有肘部都没有弯曲。”
Infact,管道弯曲以形成肘部。
肘部是预先制造的,设计的坚固。
由于我们弯曲管道时,由于弯曲半径的斜率降低,因此存在弯曲的问题。

管弯曲通常是相同的材料,并且通常更温和地弯曲以防止扭结。
弯曲通常具有最小弯曲半径为1.5倍的管道半径(R)。如果这种弯曲半径小于1.5R,则称为弯头。参考任何国际/行业标准需要追溯。1.5,3和4.5 R是工业中最常见的弯曲半径。
弯曲通常流动,由于管道内部没有不规则的表面,而流体也不必须突然地改变方向。
它们的最基本差异是弯头比弯曲相对短,r = 1d至2d是弯头的弯管是弯曲。在生产过程中,冷弯可以使用弯曲机通过现成的直线弯曲弯曲。一次性完成也不需要第二次腐蚀。但肘部需要制造商进行订购,做防腐,订单周期很长。肘部价格高于弯曲。但成本性能远高于弯曲。众所周知,弯曲没有防腐蚀加工很容易损坏,但价格便宜,所以在一些不太高的工程中使用非常多。
在西部气体传播过程中,冷弯的成本低。肘部需要制造商进行订购,需求腐蚀,订单周期长,但冷弯可以通过弯曲机弯曲即可使用现成的直线弯曲。一次性完成也不需要第二次腐蚀。冷弯施工技术需要遵循石油标准.WEST-东燃气传输具有企业标准,但我们可以在开放区域使用弯头或弯曲。Sunny Steel Enterprise警告广泛的客户之间的肘部和弯曲性能价格有所不同,请仔细选择在考虑后。
工业过程
弯曲,挤压,压制,锻造,加工等
服务于行业
我们的管道肘部广泛应用于许多行业,如发电,石油,天然气,化学品,造船,加热,造纸,冶金等。
管道弯曲应根据ANSI / ASME B16.49的标准,它没有特定于弯曲半径和角度,常规管道弯曲半径为2.5D,3D,5D,7D或8D,但它可以是任何其他弯曲根据设计需要的半径,弯曲角度可以在任何程度上,5,10,15,90度或任何其他程度。人们说:“所有弯曲都是肘部,但所有肘部都没有弯曲”,这不是真的“所有肘部都是管弯,但并非所有弯曲都是肘部“更合理。

管弯也通常是90度且通常是单独的件。
不锈钢是建筑和工程行业中更标准化的材料之一。












