MSS SP-97标准练习涵盖了基本维度,饰面,公差,测试,标记,材料和最低强度要求,对90度的90度加强了对接焊接,插座焊接和螺纹类型的锻造分支出口配件。
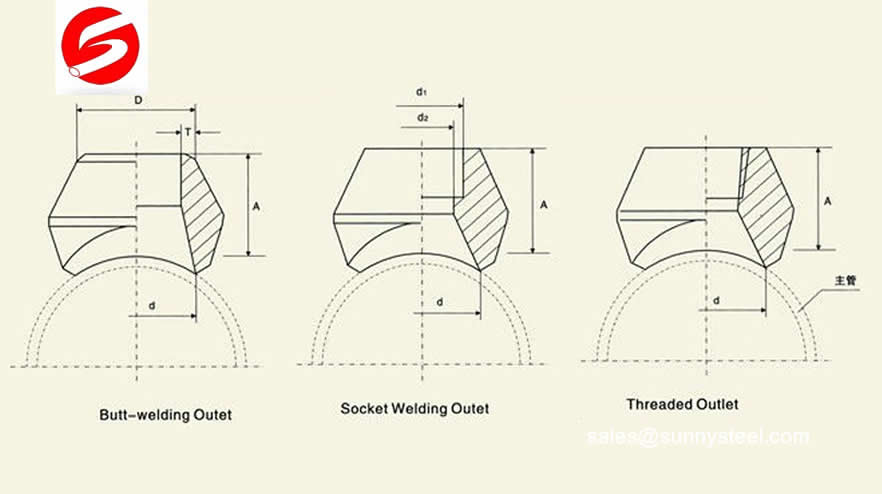
整合加强了锻造的分支插座配件 - 插座焊接,螺纹和对接焊接末端。

该标准实践制造的配件旨在根据适用的管道代码要求在运行管道中的开口时通过完整的渗透焊缝在开口处建立完全加强的分支连接。
可以通过制造商与购买者之间的协议,将配件与特殊尺寸,大小,形状,公差或其他锻炼材料的特殊尺寸或其他锻炼材料制成。
MSS(制造商标准化协会)是世界上唯一专门针对阀门和配件行业的技术需求的组织。
标准和代码由25个技术委员会编写和修订,并涉及诸如阀门,气门执行器,管道配件,法兰和管架等主题。
MSS SP 75的化学成分要求
| 元素 | 价值, % |
|---|---|
| 碳(C) | ≤0.30 |
| 锰(MN) | ≤1.60 |
| 磷(P) | ≤0.035 |
| 硫 | ≤0.035 |
| 铜(Cu) | ≤0.50 |
| 镍(NI) | ≤0.50 |
| 硅(SI) | ≤0.50 |
| 铬(CR) | ≤0.25 |
| 钼(MO) | ≤0.13 |
| 钒(V) | ≤0.13 |
| col | ≤0.10 |
| 钛(TI) | ≤0.05 |
*1。Cu,Ni,Cr和Mo的总和不得超过1%。
*2。碳当量C.E. = C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15不得超过0.45%。
| MSS SP 75班 | 产量强度 | 抗拉强度 | 伸长 | 夏比测试 |
| 最小psi | 最小psi | 最小% | 大道吸收的能量 @ 20°F | |
| WPHY-42 | 42000 | 60000 | 25 | ≥20ft*磅 |
| WPHY-46 | 46000 | 63000 | 25 | |
| WPHY-52 | 52000 | 66000 | 25 | |
| WPHY-56 | 56000 | 71000 | 20 | |
| WPHY-60 | 60000 | 75000 | 20 | |
| WPHY-65 | 65000 | 77000 | 20 | |
| WPHY-70 | 70000 | 82000 | 18 |
材料,焊接和制造
MSS SP 75管配件的原材料应由开放壁炉,碱性氧气或电炉工艺完全杀死。它由花朵,钢坯,板,锻造优质棒,盘子,无缝或融合焊接管组成。焊接过程应根据ASME锅炉和压力容器代码或相关ASTM和API规范的第IX条进行。焊接后热处理应按照第VIII条的要求,ASME锅炉和压力容器代码的要求进行。配件的焊接末端(斜面)应在壁厚方面提供不同的配置。MSSSP 75 WPHY管配件可以很容易地通过锻造,锤击,压制,刺穿,刺穿,滚动,滚动,拆卸,拧紧,焊接或通过这些过程的结合。成品应不含伤害性缺陷或焊接修复程序。某些客户可能需要进行表面缺陷的加工和打磨。
热处理
制造为MSS SP 75制造的管配件应在热处理状态下提供。热处理前应在较低的临界温度下冷却热的配件。配件应通过以下一个或多个程序进行热处理:退火(缓解压力),归一化,归一化和调速,淬火和降温。
测试和考试
可用于WPHY配件的测试和检查包括静静力测试(验证测试),拉伸测试,PMI(Spectrum),Charpy测试,射线照相检查(X射线,RT),磁性颗粒检查(MPI),超声检查(UT),UT),UT检查(UT),UT液体渗透检查(LPE),等。
维度和公差
MSS SP 75仅指定NPS 16(DN 400)至NPS 60(DN 1500)大小的管道配件的尺寸和公差。通过参考ASME B 16.9提供了NPS 14及较小的尺寸要求。
有各种材料制成的管道配件各种形状和尺寸。












